







Isıl İşlemler
Isıl işlem, genel tanım olarak; malzeme sertliğini, tane yapısını ve mekanik özelliklerini istenilen seviyelere getirmek için uygulanan bir dizi ısıtma ve soğutma işlemidir.
Isıl işlem tipi ve iyileştirilecek malzeme özellikleri göz önüne alındığında, ısıl işlem genel olarak iki gruba ayrılır: Tavlama ve Sertleştirme.
Tavlama

Bir ısıl işlem prosesi olarak tavlama, malzemenin fiziksel özelliklerini geliştirerek işlenebilirliğini ve plastikler için şekillendirme kapasitesini geliştirmek amacıyla yapılır. Bu işlemde malzeme önce belirli bir sıcaklığa kadar ısıtılır, ardından kontrollü soğutmaya tabi tutulur.
Tavlama işlemi, kullanılan işletme sıcaklıklarına ve soğutma modlarına göre çeşitli şekillerde adlandırılır. Başlıca tavlama işlemleri aşağıdaki gibi tanımlanır:
- Gerilim giderme tavlaması
- Rekristalizasyon tavlaması
- Normalizasyon Tavlaması
- Yumuşatma tavlaması
-
Gerilim Giderme Tavlaması: Aşırı ısıtma, ani soğutma veya plastik şekillendirme gibi işlemlere maruz kalması nedeniyle malzemenin iç gerilimleri çeşitli yönlerde artabilir. İç gerilimleri gidermek için iş parçaları, maksimum çalışma sıcaklığının üzerindeki ve faz dönüşüm sıcaklığının altındaki sıcaklıklara maksimum iki saat süreyle maruz bırakılır.
-
Rekristalizasyon Tavlaması: Plastik şekillendirme yöntemleriyle şekillendirilen iş parçalarının tane yapılarında, özellikle malzemenin duvarlarında kalıcı yapısal değişiklikler meydana gelir. Bu nedenle malzemenin sertliği ve mukavemeti artarken sünekliği ve elektriksel iletkenliği azalır. Rekristalizasyon tavlaması işleminde, malzeme düzgün ve düzenli bir tane yapısı elde etmek için bir saat kadar bir süre boyunca faz dönüşüm sıcaklığının altında ısıya maruz bırakılır. Sonuç olarak, malzemenin deformasyon öncesi özellikleri geri kazanılır. Rekristalizasyon tavlaması, yeniden kristalleştirme olarak da adlandırılır.
-
Normalizasyon Tavlaması:Malzemeler çeşitli tavlama işlemleri ile olumlu özellikler elde etse de, tavlama; malzemelerde tane irileşmesine neden olur. Normalizasyon tavlaması işlemi, malzemenin işlenebilirliği açısından istenmeyen iri taneli yapılardan kaçınmak için yapılır. Normalizasyon tavlamasında iş parçası, malzemenin sertleşme sıcaklığına kadar ısıtılır, daha sonra sakin hava koşullarında havada soğumaya bırakılır. Havada soğutma, malzeme yavaş kontrollü soğutma yerine anında soğutmaya maruz kaldığından normalizasyon tavlamasının belirgin özelliğidir. Sonuç olarak, daha ince bir tane yapısı elde edilir. Normalizasyon tavlaması aynı zamanda normalizasyon olarak da adlandırılır.
-
Yumuşatma Tavlaması: Sertlik değeri, malzemenin işlenebilirliği için kritik bir özelliktir. Isıl işleme tabi tutulmayan malzemeler karbon içeriklerine göre oda sıcaklığında farklı sertlik değerleri gösterirler. Özellikle plastik deformasyon işlemlerinde malzemeler için minimum sertlik değeri istenir. Bu nedenle, daha düşük sertlik değerleri elde etmek için malzemeler yumuşatma tavlamasına tabi tutulur.
Çelik malzeme oda sıcaklığında taneli bir yapıya sahiptir. Ayrıca, karbon içeriği ile doğru orantılı olarak, ince uzun plakalar şeklinde sıralı karbür çökeltme formuna sahiptir. Perlit adı verilen bu yapıdaki bu karbür plakaların yoğunluğu malzemenin karbon içeriğinde artışa neden olur. Bunun sonucunda malzemenin sertlik değeri artar.
İnce ve uzun yapıda olan karbür plakalar, yumuşatma tavlaması ile daha kısa ve küresel bir yapıya dönüştürülür. Böylece çelik orijinal formuna göre daha yumuşak ve kolay şekillendirilebilen bir yapıya kavuşur. Bu yöntem aynı zamanda küreselleştirme tavlaması olarak da bilinir.
Sertleştirme

Üretilen malzemenin çalışma koşulları değerlendirilerek iş parçasının tamamının veya bir kısmının sertliğinin çekirdeğe kadar veya sadece duvar yüzeyi boyunca arttırılması gerekebilir. Bu nedenle iş parçasına istenilen özelliğe göre farklı ısıl işlem yöntemleri uygulanabilir. Sertleştirme işlemi, uygulama yöntemi ve amaçlanan yapının özellikleri dikkate alınarak aşağıdaki gibi farklı yöntemler kullanılarak gerçekleştirilir:
Isıl İşlem: Bu işlemde malzemeye, istenilen sertlik değerini ve mekanik özelliklerini elde etmek için su verme ve tavlama işlemleri uygulanır. Bu işlem özellikle iş parçasının tüm enine kesitinin sertleştirilmesi gerektiğinde uygundur.
Su verme işlemi, basitçe, malzemenin sertleşme sıcaklığına kadar ısıtılarak sertleştirilmesi ve anında soğutulması olarak tanımlanabilir. Bu süreçte, sertleştirme sıcaklığı, ısıtma hızı, soğutma ortamı ve soğutma hızı seçimi gibi faktörlerin ve bu faktörler arasındaki korelasyonun doğru belirlenmesi bu süreçte uzmanlık gerektiren bir durumdur.
Malzeme için sertleşme sıcaklığı aralığı, en küçük tane boyutuyla maksimum sertliği elde etmek için bir dizi deneyle belirlenir. Bu değerlerin altında veya üzerinde gerçekleştirilen ısıtma işlemi, sertlik değerinin düşük olmasına veya istenilen iç yapının sağlanamamasına neden olacaktır. Ayrıca malzemenin uygun süre boyunca (tutma süresi) sertleşme sıcaklığında tutulması da bir diğer önemli faktördür ve malzemenin alaşımlı, düşük alaşımlı olması ve tane boyutu ile ilgilidir.
Isıl işlemde, söndürme yöntemi malzemenin alaşım içeriği dikkate alınarak seçilir. Düşük alaşımlı çelikler için su verme yöntemi olarak su ve tuz banyoları tercih edilirken, yüksek alaşımlı çelikler için bozulma riski göz önüne alınarak yağ gibi yumuşak bir yöntem tercih edilir. Soğutma ortamı olarak su, yağ, tuz banyosu ve hava yaygın olarak kullanılmaktadır.
-
Su: Su verme işleminde en önemli parametrelerden biri, sıcak iş parçasını soğutmak için soğutma ortamı olarak kullanılan suyun sıcaklığıdır. 20°C ile 40°C arasındaki su sıcaklığı bu işlem için idealdir. 60°C'nin üzerindeki sıcaklıklarda, soğutma hızı önemli ölçüde azalır.
-
Yağ: Yağın soğuma hızı, söndürme işleminde suya göre daha yavaştır. 50°C ile 80°C arasındaki yağ sıcaklığı bu işlem için idealdir. Ayrıca yağın hızlı ve sürekli karıştırılması işlemin verimini büyük ölçüde artırır.
-
Tuzlu suda soğutma: Suyla söndürme işleminin verimliliğini artırmak için suya sodyum hidroksit veya yemek tuzu eklenebilir. Normal tuz, iş parçası üzerinde korozyona neden olduğu için nadiren tercih edilir. Soğutma ortamına %10 NaOH eklenerek soğutma hızı önemli ölçüde arttırılabilir. Bu kullanım şekli aynı zamanda yüksek sertleşme derinliğini arttırır ve düşük iç gerilmeler sağlar.
-
Hava: Havanın soğuma hızı çok düşük olduğu için hava, diğer söndürme ortamlarına kıyasla en az verimli söndürme ortamıdır. Aslında, sakin hava koşullarında havanın soğuma hızı, suyunkinin %1'inden daha azdır. Bu nedenle bu yöntem sadece yüksek hız çelikleri için tercih edilebilir.
Temperleme

Malzeme, su verme işleminden sonra çok rijit ve kırılgan bir nihai yapıya sahiptir ve ani soğutma sırasında iç gerilmeler meydana gelir. Bu nedenle temperleme işleminde malzeme tekrar ısıtılır, belirli bir süre aynı sıcaklıkta tutulur ve tokluğunu artırmak için soğutulur.
Temperleme işlemi, istenilen tokluk oranı, sertlik değerleri ve nihai olarak istenen yapıya göre farklı sıcaklıklarda gerçekleştirilir.
Su verme işleminden sonra tamamen soğuyan bir iş parçasının temperlenmesi çatlamaya neden olabilir. Bu nedenle, iş parçasının sıcaklığı 60°C - 80°C aralığına düştüğünde hemen temperleme yapılmalıdır.
CİDAR SERTLEŞTİRME

Düşük karbonlu çelik malzemelerin işlenebilirliği çok yüksektir. Bu nedenle kullanım amaçları dikkate alınarak talaşlı imalat işleminin ardından ilave karbon verilerek sertleştirme işlemine tabi tutulurlar. Bu işlem, iş parçası yüzeyinin aşınma direncini arttırır. Çekirdek bölgesini yumuşak tutarken tüm iş parçasına gerekli tokluğu ve yüksek darbe dayanımını da sağlar.
Sertleştirme işlemi katı, sıvı veya gaz fazında bir ortamda gerçekleştirilebilir. Gaz ortamında sertleştirme, ekonomik olması ve kontrol edilmesi en kolay yöntem olması bakımından idealdir. Karbonizasyon ortamı olarak karbonmonoksit veya kömür gazı vb. gibi hidrokarbonlar kullanılır. Sodyum siyanür ve potasyum siyanür vb. karbonize edici tuzlar, sıvı karbonizasyon ortamı ile sertleştirme işlemlerinde yaygın olarak kullanılmaktadır. Küçük iş parçalarının sertleştirme işlemi için genellikle sıvı ortam tercih edilir. Öte yandan, sertleştirme işlemlerinde katı bir ortam olarak odun kömürü de yaygın olarak kullanılmaktadır. Bu yöntem karmaşık ve kontrolü zor olduğundan uzmanlık gerektirir.
Sertleştirme işleminin amacı iş parçası yüzeyinin karbon oranını % 0,7 - 0,8 oranında arttırmaktır. Bu aralığın üzerindeki karbon infüzyonu, karbür çökelmesine yol açar ve kırılgan bir yüzey ile sonuçlanır. Cidar sertleştirme işleminde kritik faktör, etkin cidar derinliğini belirlemektir.
Karbon infüzyon işleminin ardından iş parçası, su verme işlemine tabi tutulur, böylece iş parçasının çeperi sertleştirilir. Söndürme işlemleri, karbon infüzyon sıcaklığından söndürme (doğrudan söndürme), oda sıcaklığına soğutma ve işleme (tek söndürme) veya karbon infüzyon sıcaklığından söndürmeden sonra düşük sıcaklıkta işleme tabi tutulması gibi yöntemlerle gerçekleştirilir. Su verme işleminden sonra temperleme yapılmalıdır. Sertleştirme işleminden sonra en yüksek aşınma direnci, en yüksek sertlik değerinden ziyade yaklaşık 300°C'de tavlama ile elde edilebilir.
İndüksiyon Sertleştirme
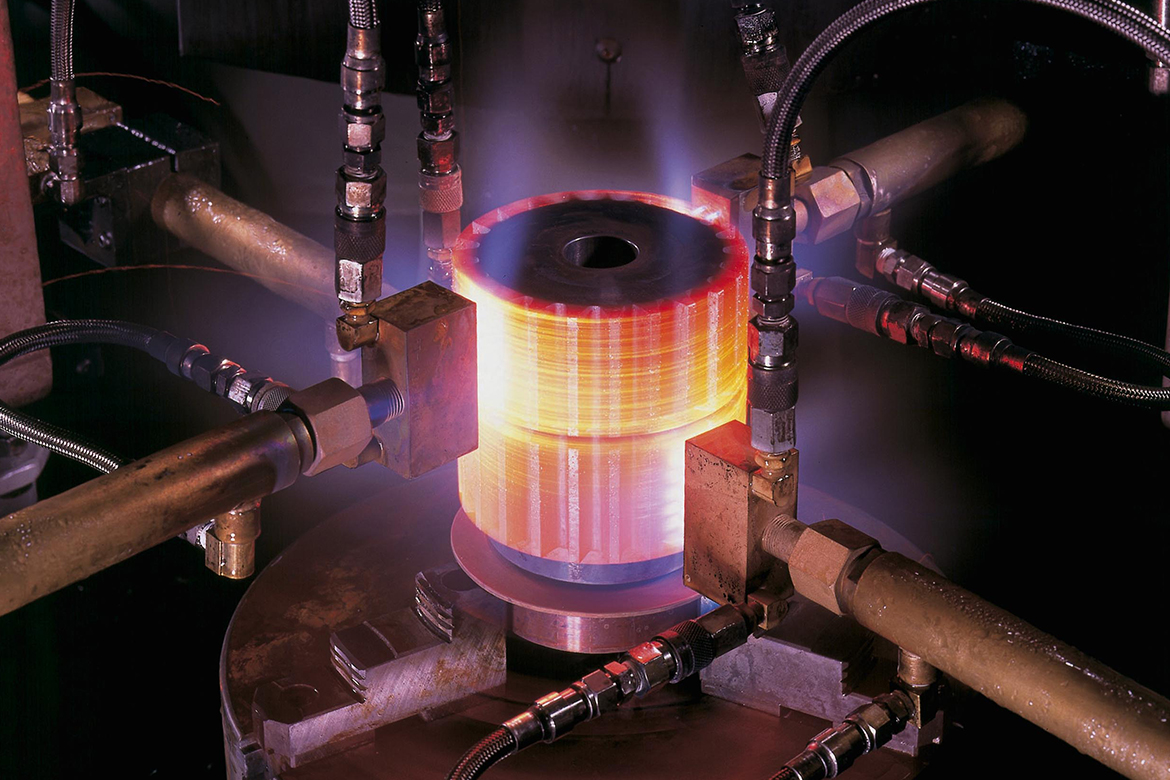
Bir yüzey sertleştirme işlemi olarak indüksiyon sertleştirme, indüklenen elektrik akımlarını kullanarak iş parçasının yüzeyinin anında ısıtılması ve ardından su verme ile anında soğutulması olarak tanımlanabilir. Yöntem alevle sertleştirmeye benzese de indüksiyonla sertleştirme, işlem süresi ve iş parçası yüzeyinde yüksek ısı birikimi göz önüne alındığında verimliliği açısından çeşitli avantajlar sağlar. Genellikle, indüklenen akımlar kullanılarak iş parçasının anında ısıtılmasından sonra, bir soğutma ortamı olarak su içinde anında soğutulur. Bu nedenle, yüksek karbonlu çeliklerde iş parçasında çatlama riski artar. Ancak soğutma ortamının (su) sıcaklığı yaklaşık 60˚C ise veya ilave olarak yemek tuzu kullanılıyorsa, çatlama ve iç gerilme riski ortadan kaldırılabilir.
Malzemede oluşabilecek iç gerilmeleri önlemek için, sertleştirme işleminden sonra 150˚C ile 200˚C arasında temperleme işlemi yapılır.













Web sitemizi daha kullanıcı dostu haline getirmek ve kullanıcı deneyimlerini iyileştirmek için yasal düzenlemelere uygun çerezler (cookies) kullanıyoruz. Bu amaçla, web sitemizi kullanmaya devam ederseniz, çerez kullanımını kabul etmiş olursunuz. Tamam Daha fazla bilgi için, çerez politikamızı inceleyebilirsiniz...