







Finishing

PLATING

Plating is a process that is used for coating conductive surface with a thin layer of metal. Surface imperfections can not be hidden or smoothed by this operation. It is good for preventing corrosion, changing surface friction, improving the look and increasing durability. Plating process can be applied to many metals including gold, copper, silver, zinc, nickel etc.
We apply 2 types of plating: 1. Electroplating 2. Electroless plating
ANODIZING

It is the process that is utilized for increasing the thickness of surface oxide layer in order to protect the metal. It works by electrolytic passivation.
It is often used for coloring the parts, increasing corrosion resistance and improving durability. Other advantages of anodizing are to reduce galling of threaded components and to provide better adhesion of lubricants to raw metal. Most of the time, anodizing is applied to aluminum, but can be also applied to other metals such as magnesium and titanium.
There are 2 types of anodizing:
- Type 2 anodizing (Standard): If coating is less than 0,001 inch thickness.
- Type 3 anodizing (hard coat): If coating is more than 0,001 inch thickness.
BLACK OXIDE

It is a low-cost finishing process for providing corrosion resistance, reducing reflection and improving the part’s appearance. Hot alkaline aqueous salt solution bath is used for this operation. Ferrous parts are sank in this bath and a chemical reaction is formed on the surface of the parts, which results in a magnetite coating. For added corrosion resistance, wax, lacquer or after finish oil is applied.
BUFF POLISHING
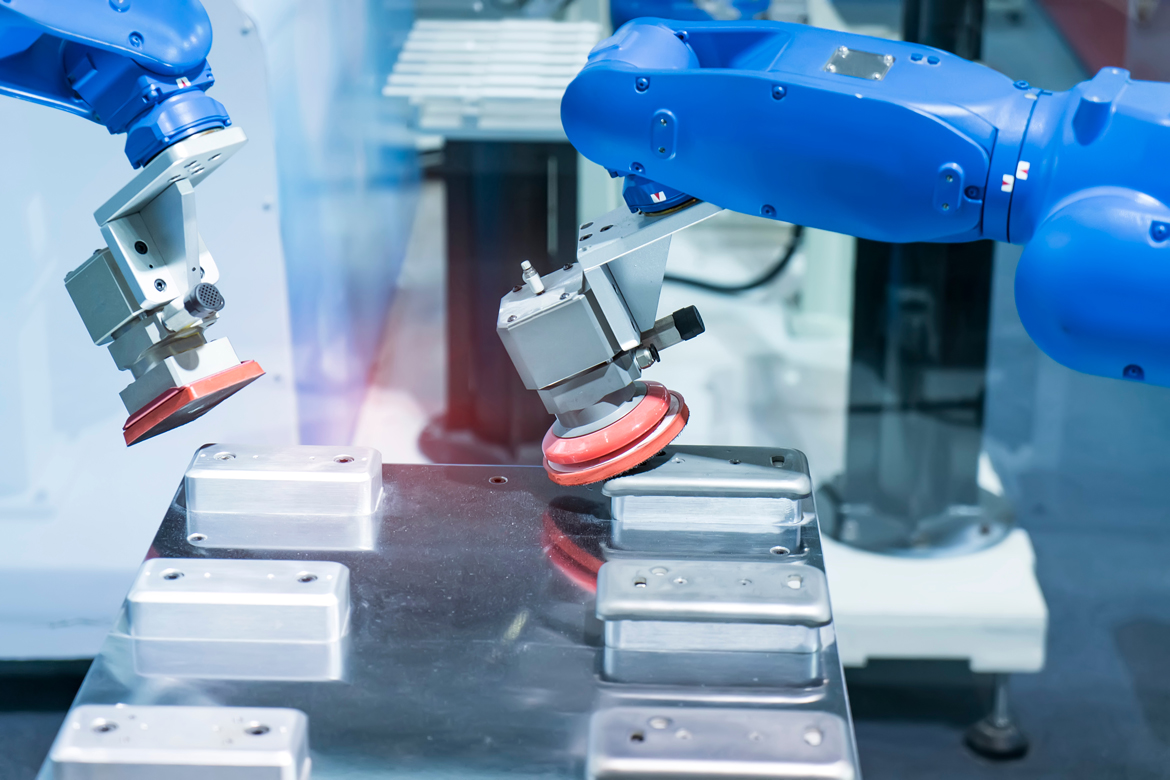
Generally, it is used in having smooth and near-mirror surface on the part. A cloth buff wheel with its edge presses a part to polish. This process may not be successful on items with sharp edges, complex structures, or delicate properties. It is recommended to use this process for aluminum rather than stainless steel as buff polishing takes longer and becomes too costly on harder materials.
LASER MARKING
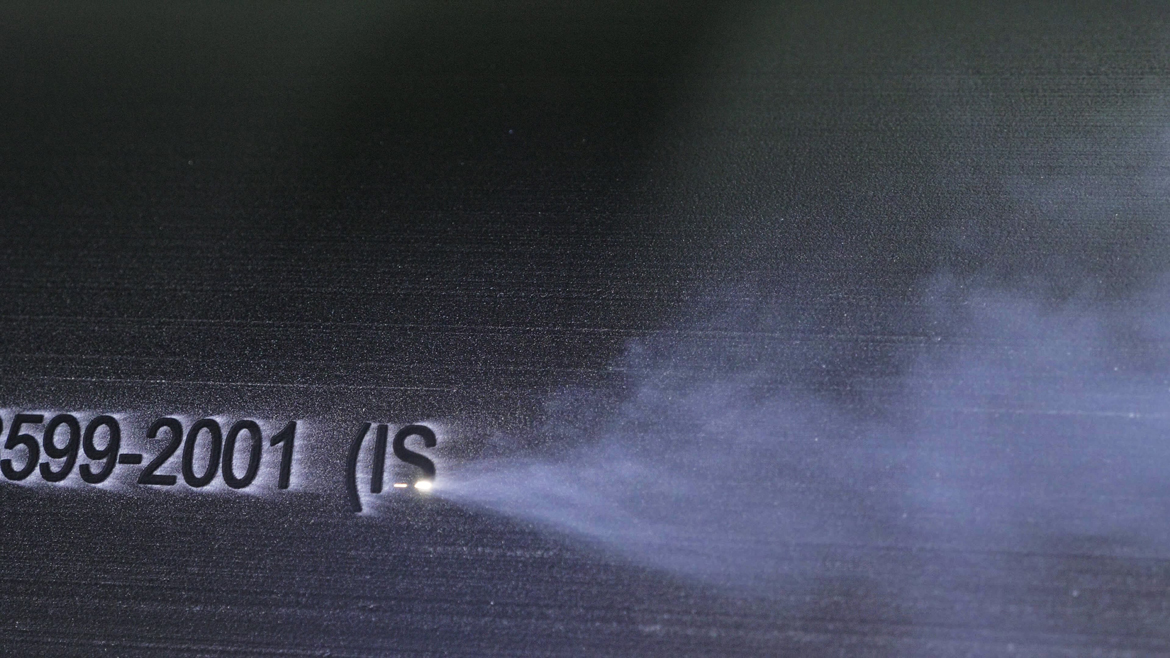
It is a cost-effective way of adding logo, graphic arts or text to parts. CO2 or fiber laser is used on flat surfaces of stainless steel, steel, anodized aluminum and any part with powder coating.
POWDER COATING

Powder coating is baking process of powdered plastic onto a metal surface which is statically charged. Although it looks similar with paint, it is more durable and abrasion – resistant than regular paint. Turcont Engineering & Manufacturing offers wide variety of colors and textures to its customers under this service.
- Colors offered: Yellow, Blue, Green, Tan, Pink, Red, Orange, Purple, Brown
- Textures offered: Matte, Gloss, Metallic, Texture
Some of the areas of the item such as deep pockets and inside corners may not be coated due to the electrostatic process. Also, in holes, small amounts of powder can be observed. This may interfere with mating parts and threadding.
SURFACE GRINDING
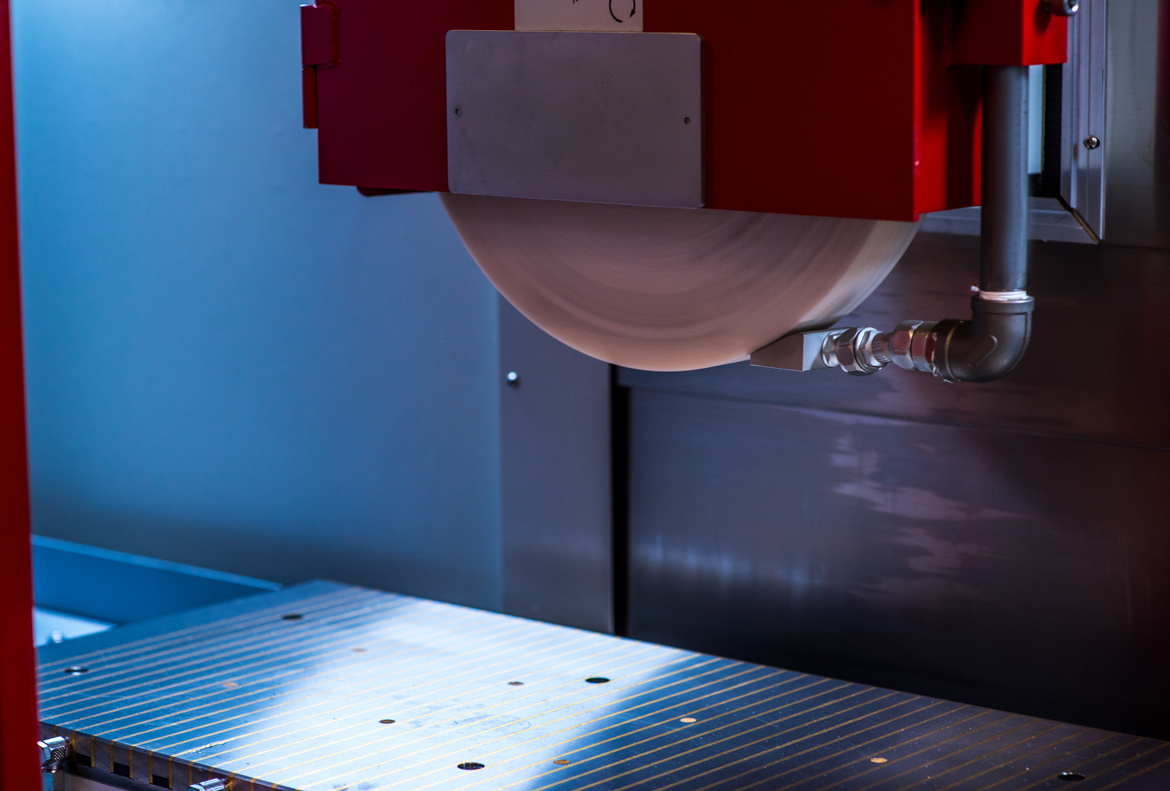
Surface grinding creates a smooth and precise flat surface by using abrasive grinding wheel moving back and forth on a part. This operation makes the flat parts to have high tolerance and low surface roughness. It is used for making;
- jig plates,
- reference surfaces,
- optical platforms,
- machine tools.
ABRASIVE BLASTING
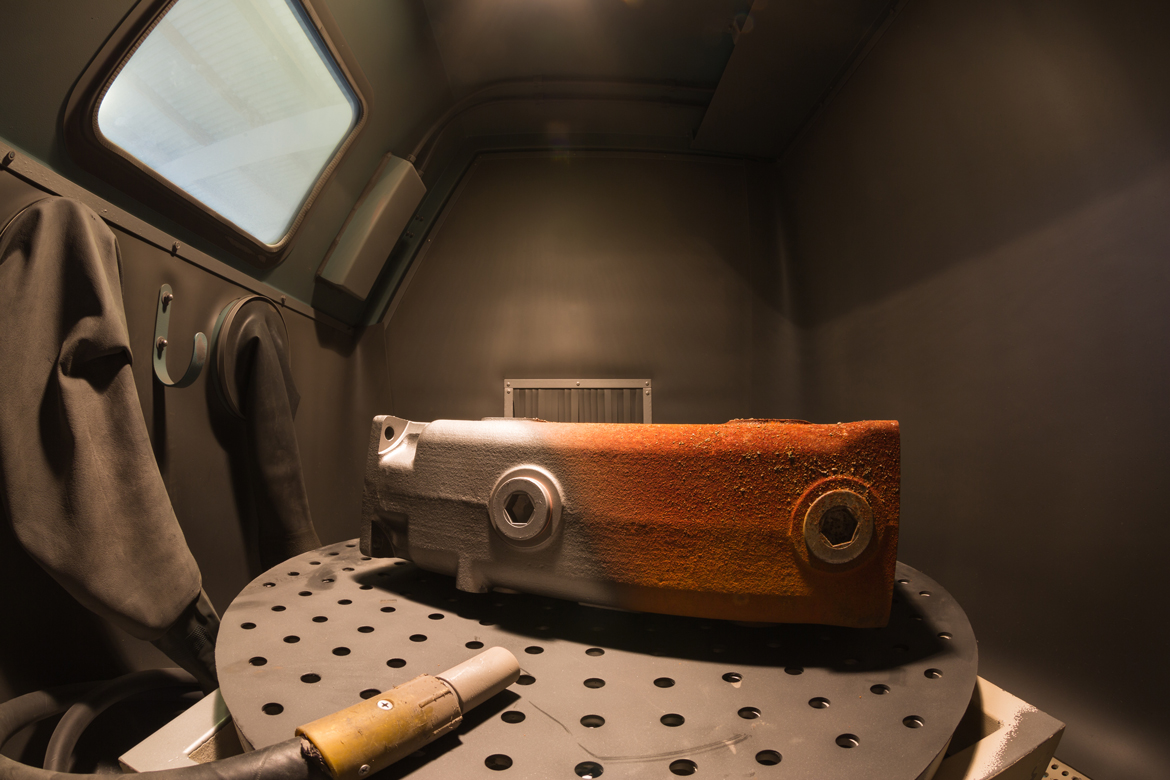
In order to smooth or roughen a part’s surface or to remove contaminants, different media is used by propelling at high speed against that part’s surface. This process is called as abrasive blasting, commonly refered to sand blasting. It is done in preparation for painting or another finishing process.
Blasting media can be different than just sand. Depending on the desired result, plastic beads, metal shot, glass beads, dry ice, baking soda or walnut shells can be used as well.
VIBRATORY POLISHING

If an inexpensive method of cleaning, deburring and smoothing large amounts of small parts is searched for, vibratory polishing may be the right choice of process. In this process, all parts are placed in a bowl full of abrasive plastic media or ceramic. The bowl’s vibration makes all parts rub each other and have uniform surface texture and slightly rounded edges.
HOT DIP GALVANIZING

A bath of molten zinc at 449 °C temperature is used in this coating process. Iron and steel items are immersed in this bath for galvanizing. This operation costs less than having stainless steel when corrosion resistance needed. It provides good cost and life-cycle balance compared to stainless steel.
CYLINDRICAL GRINDING

This type of grinding is used for cylindrical surfaces and shoulders of the part. The part and abrasive wheel are rotated at different speeds by using separate motors.
There are 5 types of cylindrical grinding:
- Plunge grinding
- Outside diameter (OD) grinding
- Inside diameter (ID) grinding
- Centerless grinding
- Creep feed grinding
WET COATING & PRIMING

If powder coating is not usable for some parts because of heat, wet coating is perfect finishing solution. Mostly, it is used for composites, plastics, and any other material that can not tolerate the heat. Also, if gloss level is so critical or exact color match is so important, wet coating should be used.
As a protective and/or decorative coating, wet coating can be applied to almost all parts. Manual or automatic spray guns are utilized in this process. It is a time saver and very cost effective method. The benefits it offers are;
- Flexibility in color change,
- Easy adjustment to prior application,
- Can be applied ay surface,
- Offers wide range of colors in gloss, metallic and / or textured finishes.
CATAPHORESIS TREATMENT

In this technique, also called as cationic electrodeposition, parts are painted in water-soluble paint bath. The parts are immerged in the bath and paint parts from anode move to the part in catode with controlled electricity power. It provides optimized anti-corrosion treatment and paint is distributed evenly over the part’s body.
This process includes several advantages:
- Paint covers all surfaces of the part, including sharp edges, threads, recesses.
- It is very resistant to corrosion.
- Perfect alternative solution to galvanizing
- Paint coat is as much thin as 20 micrometers












