







Acabado

ENCHAPADO

El enchapado es un proceso que se utiliza para recubrir una superficie conductora con una fina capa de metal. Esta operación no puede ocultar ni suavizar las imperfecciones de la superficie. Es bueno para prevenir la corrosión, cambiar la fricción de la superficie, mejorar el aspecto y aumentar la durabilidad. El proceso de enchapado se puede aplicar a muchos metales, incluidos oro, cobre, plata, zinc, níquel, etc.
Aplicamos 2 tipos de enchapado: 1. Galvanoplastia 2. Enchapado no electrolítico
ANODIZADO

Es el proceso utilizado para incrementar el espesor de la capa superficial de óxido que protege el metal. Funciona por pasivación electrolítica.
Es frecuentemente usado para dar color a las partes, incrementando la resistencia a la corrosión y mejorando la durabilidad. Otra ventaja del anodizado es reducir el descascarado de componentes con rosca y proveer mejor adhesión de los lubricantes al material crudo. La mayor parte del tiempo, el anodizado se aplica al aluminio pero también puede aplicarse a otros metales tales como magnesio y titanio.
Existen 2 tipos de anodizado:
- Anodizado tipo 2 (estándar): si el recubrimiento tiene menos de 0.001 pulgadas de espesor.
- Anodizado tipo 3 (capa dura): si la capa tiene más de 0.001 pulgadas de espesor
ÓXIDO NEGRO

Es un proceso de acabado de bajo costo que proporciona resistencia a la corrosión, reduce la reflexión y mejora la apariencia de la pieza. Para esta operación se utiliza un baño de solución salina acuosa alcalina caliente. Las piezas ferrosas se sumergen en este baño y se forma una reacción química en la superficie de las piezas, lo que da como resultado un recubrimiento de magnetita. Para mayor resistencia a la corrosión, se aplica cera, laca o aceite después del acabado.
PULIDO
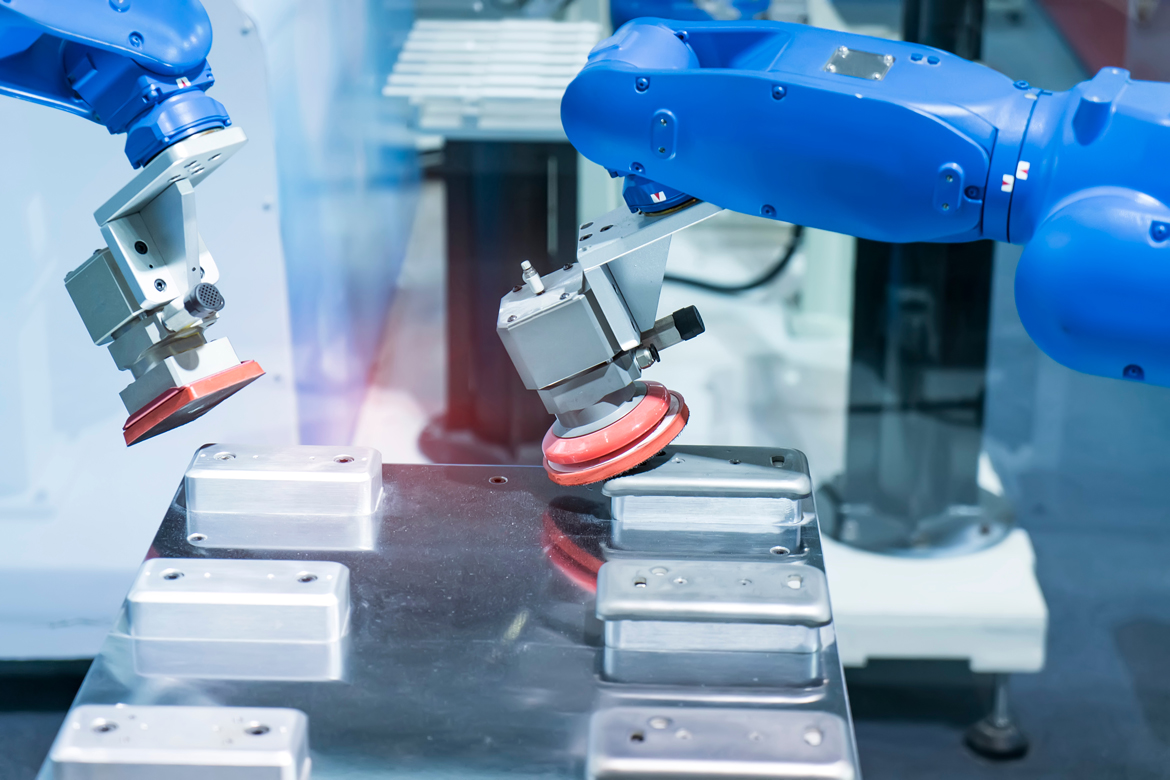
Generalmente, se usa para tener una superficie lisa y casi espejo en la pieza. Una rueda de pulido de tela con su borde presiona una pieza para pulir. Este proceso puede no ser exitoso en objetos con bordes afilados, estructuras complejas o propiedades delicadas. Se recomienda utilizar este proceso para aluminio en lugar de acero inoxidable, ya que el pulido lleva más tiempo y resulta demasiado costoso en materiales más duros.
MARCADO LÁSER
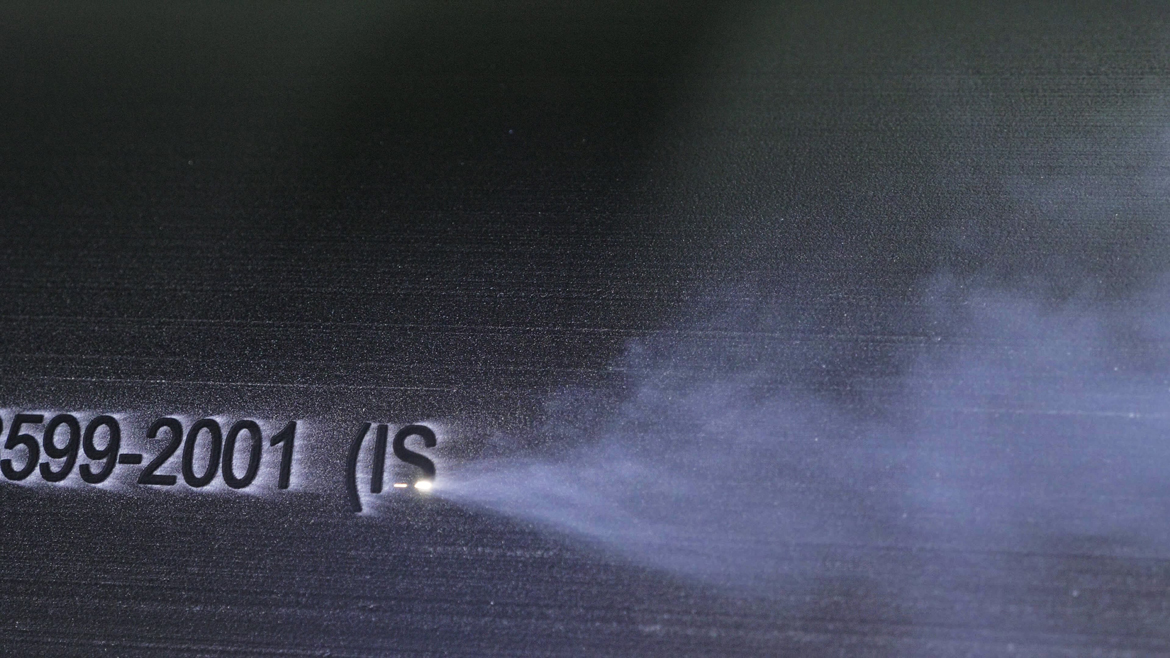
Es una forma rentable de agregar logotipo, gráficos artísticos o texto a las piezas. Se usa un láser de C02 o de fibra en superficies planas de acero inoxidable, acero, aluminio anodizado y cualquier pieza con recubrimiento en polvo.
RECUBRIMIENTO EN POLVO

El recubrimiento en polvo es un proceso de horneado de plástico en polvo sobre una superficie de metal que está cargada estáticamente. Aunque tiene un aspecto similar con la pintura, es más duradera y resistente a la abrasión que la pintura normal. Turcont Engineenng & Manufacturing ofrece una amplia variedad de colores y texturas a sus clientes bajo este servicio.
- Colores ofrecidos: amarillo, azul, verde, tostado, rosa, rojo, naranja, morado, marrón
- Texturas ofrecidas: mate, brillante, metálico, textura
Algunas de las áreas del artículo, como los bolsillos profundos y las esquinas interiores, pueden no quedar recubiertas con el proceso electrostático. Además, en los huecos se pueden observar pequeñas cantidades de polvo. Esto puede interferir con piezas que deben acoplarse y con el roscado.
RECTIFICADO DE SUPERFICIE
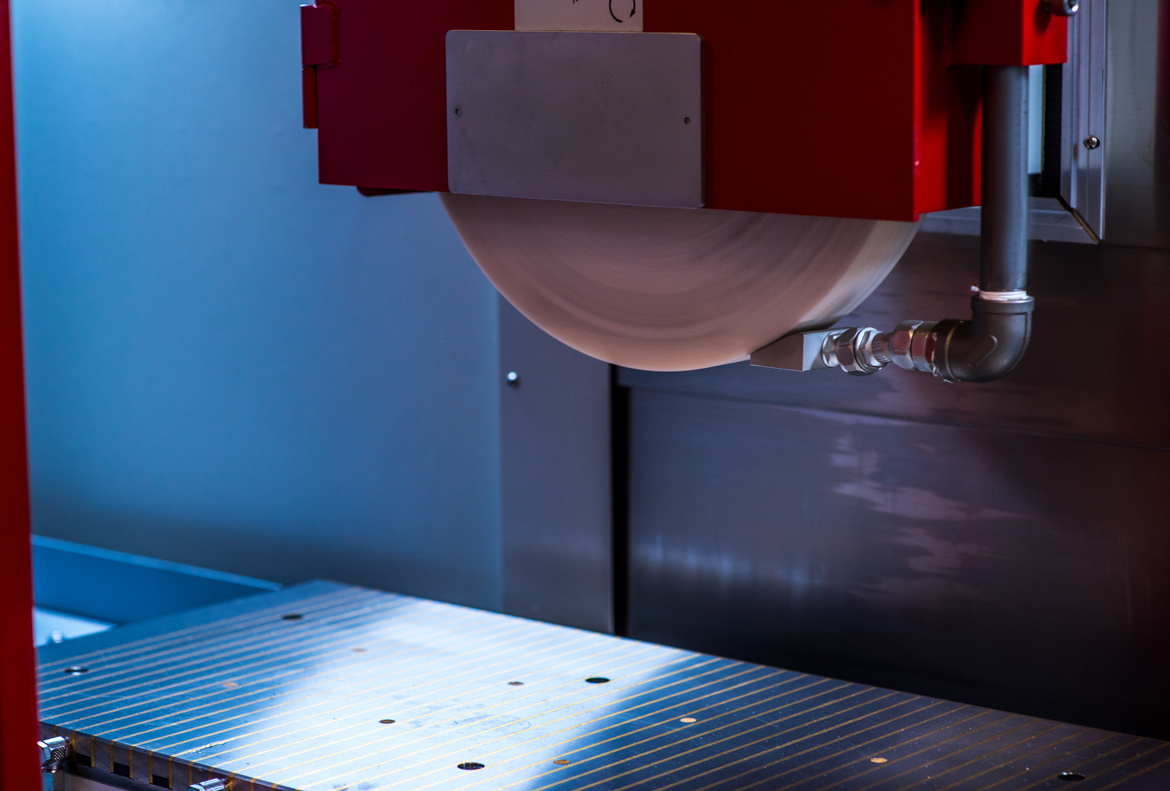
El rectificado de superficies crea una superficie plana lisa y precisa mediante el uso de una muela abrasiva que se mueve hacia adelante y hacia atrás en una pieza. Esta operación hace que las partes planas tengan una alta tolerancia y una baja rugosidad superficial. Se utiliza para hacer:
- placas de plantilla.
- superficies de referencia,
- plataformas ópticas,
- herramientas de la máquina
ARENADO
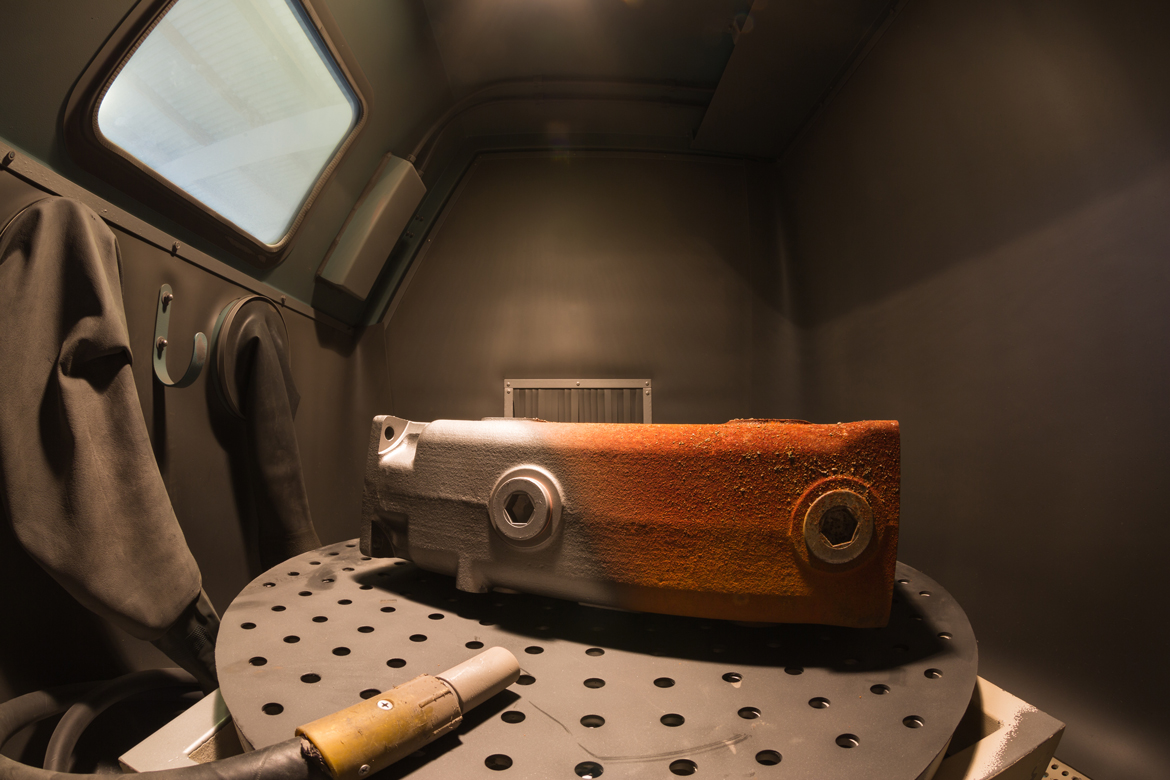
Para alisar o dar aspereza a la superficie de una pieza o para eliminar contaminantes, se utilizan diferentes medios propulsados a alta velocidad contra la superficie de esa pieza. Este proceso se denomina chorreado abrasivo, comúnmente denominado arenado. Se realiza en preparación para pintar u otro proceso de acabado.
El medio de desbastado puede ser diferente de la arena. Dependiendo del resultado deseado, se pueden usar perlas de plástico, partículas de metal, perlas de vidrio, hielo seco, bicarbonato de sodio o cáscaras de nuez.
PULIDO VIBRATORIO

Si se busca un método económico de limpieza, desbaste y alisado de grandes cantidades de piezas pequeñas, el pulido vibratorio puede ser el proceso correcto de elección. En este proceso, todas las piezas se colocan en un recipiente lleno de material plástico abrasivo o cerámica. La vibración del tazón provoca que las partes se froten entre ellas y tengan una textura superficial uniforme con bordes ligeramente redondeados.
GALVANIZACIÓN EN CALIENTE

En este proceso de recubrimiento se utiliza un baño de zinc fundido a una temperatura de 449 °C. Los artículos de hierro y acero se sumergen en este baño para galvanizar. Esta operación cuesta menos que tener acero inoxidable cuando se necesita resistencia a la corrosión. Brinda un buen equilibrio de costos y ciclo de vida en comparación con el acero inoxidable.
RECTIFICADO CILÍNDRICO

Este tipo de rectificado se utiliza para superficies cilíndricas y hombros de la pieza. La pieza y la muela abrasiva se hacen girar a diferentes velocidades utilizando motores separados.
Hay cinco tipos de rectificado cilíndrico:
- Molienda por inmersión.
- Rectificado del diámetro exterior (DE).
- Rectificado de diámetro interior (DI).
- Rectificado sin centros.
- Rectificación de avance lento
RECUBRIMIENTO HÚMEDO & IMPRIMACIÓN

Si el recubrimiento en polvo no se puede utilizar para algunas piezas debido al calor, el recubrimiento húmedo es la solución de acabado perfecta. Principalmente, se utiliza para composites, plásticos y cualquier otro material que no pueda tolerar el calor. Además, si el nivel de brillo es tan crítico o la coincidencia exacta del color es tan importante, se debe utilizar una capa húmeda.
Como recubrimiento protector y/o decorativo, el revestimiento húmedo se puede aplicar a casi todas las piezas. En este proceso se utilizan pistolas de pulverización manuales o automáticas. Es un método que ahorra tiempo y es muy rentable. Los beneficios que ofrece son;
- Flexibilidad en el cambio de color.
- Fácil ajuste previo a la aplicación,
- Se puede aplicar sobre cualquier superficie.
- Ofrece una amplia gama de colores en acabados brillantes, metálicos y/o texturizados.
TRATAMIENTO DE CATAFORESIS

En esta técnica, también llamada electrodeposición catiónica, las partes son pintadas en un baño de pintura soluble al agua. Las partes son sumergidas en el baño y las partículas de pintura se desplazan del ánodo al cátodo controladas por la energía eléctrica. Proporciona tratamiento optimizado anticorrosión y la pintura se distribuye de manera homogénea sobre la pieza.
Este proceso incluye varias ventajas:
- La pintura cubre toda la superficie de la pieza, incluyendo los bordes afilados, roscas, hendiduras.
- Es muy resistente a la corrosión.
- Es una solución perfecta al galvanizado.
- La capa de pintura puede ser tan fina como 20 micrometros.












